ちょっと時事話題
台風通過後、一気に秋になりました。タンスから長袖を引っ張り出して着ている今日この頃です。
世界も混沌度にさらに拍車がかかった感じがします。ウクライナが領地奪還するのは、それはそれで応援したいのですが、同時に「核」投入のカウントダウンが進んでしまう気もしますから、非常に複雑な気分です。
仮にロシアが核を投入してもNATO・アメリカが報復核攻撃するかと言うと、その可能性は低いような気がします(核で報復すれま全面的な核戦争になる)。たぶん通常兵器でロシア軍部隊を集中攻撃するか、クリミアの黒海艦隊を壊滅させる形になりそうな気がします。加えて国連からの追放程度で終わるんじゃないかと思っています。
このまま秋が深まって気温が低下して来ると暖房需要が高まりますが、ヨーロッパのエネルギーのかなりの部分を担っているのがロシアの天然ガスですから、ロシアがその供給に制限をかけるようになるとEU諸国は途端にエネルギー不足に陥りますから、ロシアに対して強硬策を取れなくなってくるのは明白ですね。その結果、ウクライナに対する武器供給が減少し、再びロシアが優勢になってくるように感じます。
そのため、ウクライナが優勢になっている今こそ(核を打つ前)が停戦の時期だと思うのですが、どうでしょうか。このまま冬になれば、それこそロシアの思うつぼになるんじゃないかと思います。
今回のウクライナ戦争はもう少し長い視点で見ることが大切だと思います。少なくともEU諸国がロシアのエネルギーや資源、食料等に依存しない状況を作り上げてから、ロシアに対峙しないと、ロシアを追い詰めることはできないんじゃないかと思います。
この世界情勢に絡む話として、日本の円安はいつまで続くのかと言う話も大切ですね。現在の状況を見ると日本の円が2020年くらいからドルに対しても、ユーロ、オーストラリアドル、ポンド、元に対してかなり安くなっている状況です。直近の円安はアメリカの景気に左右されてしまった感が強いですが、少し長い視点で見ると円の実力がこれくらいであると言う事を示しているんじゃないでしょうか。つまり今の日本の円の実力は135~140円程度であって、今までが必要以上の円高になっていたんじゃないかと思います(異論はたくさんあると思いますが・・)。
まあ、この推測から考えると、今後も今の状況が当面続くんじゃないかと思います。つまり今は円安ではなく、今までが円高であってやっと回復してきたという感じですね。
この円安が続くと間違いなく国内の製造業は活性化してきますし、景気も回復してくると思います。今まで海外に出ていた工場が国内回帰するニュースも最近よく聞くようになってきましたし、脱中国の動きと相まって国内に仕事が舞い戻ってくるだろうと期待しているところです。
そうなってくると発生するのが労働力の不足です。もうすでに国内の労働者不足はかなり深刻化してきていますが、ここで手をこまねいていたら再び海外へ工場が移転していくことになります(労働力不足での海外進出)。政府はそれを見越して外国人労働者をたくさん入れようとしていますが、円安状態では外国人の賃金も実質目減りすることになりますから、本当に日本にたくさん来るかどうかは未知数ですね。外国人労働者視点で見れば、日本で働くよりもオーストラリアやタイで働いたほうが実質の手取りは増える可能性が高いわけですから、わざわざ日本に来てくれるかどうかは未知数ですね。
そのため今後日本の製造業で必要なのは抜本的な生産性の向上だと思います。DXや省人化設備の導入は当然のこととして、社内のビジネスフローを改善してムダが出ない仕組みを作っていく必要があるのは間違いないでしょう。
このあたりの話はアステックコンサルティングのセミナー等で色々と話していきたいと思っていますので、よろしくお願いします。また近いうちにアーカイブセミナーとして、過去の技術セミナーや工場長セミナーなどを「いつでも・どこでも」見られるオンデマンド化する予定ですので、オンデマンド化したらご参加のほどよろしくお願いします。
今回は今までシリーズで話してきた「収益改善 7つの切り口」から離れて、最近感じることを書かせてもらいました。今後はまた上記シリーズに戻ろうと思いますので、よろしくお願いします。
総枠型人員管理とは?
日も少しづつ短くなり、すっかり秋めいてきました。朝晩の気温も下がり始め、比較的過ごしやすい気候になってきたように感じます。
いつもこの時期は彼岸花が突然花をつけて、こんな所になぜ?いつの間に?と思ってしまうことがよくあります。まあ球根を持つ植物ですから、毎年同じところに咲くんですが、1年前のことは忘れていることが多いので、突然咲いたように感じてしまうんですね。
今日は「コストダウン7つの切り口」の中から、「総枠型人員管理」の話をしたいと思います。
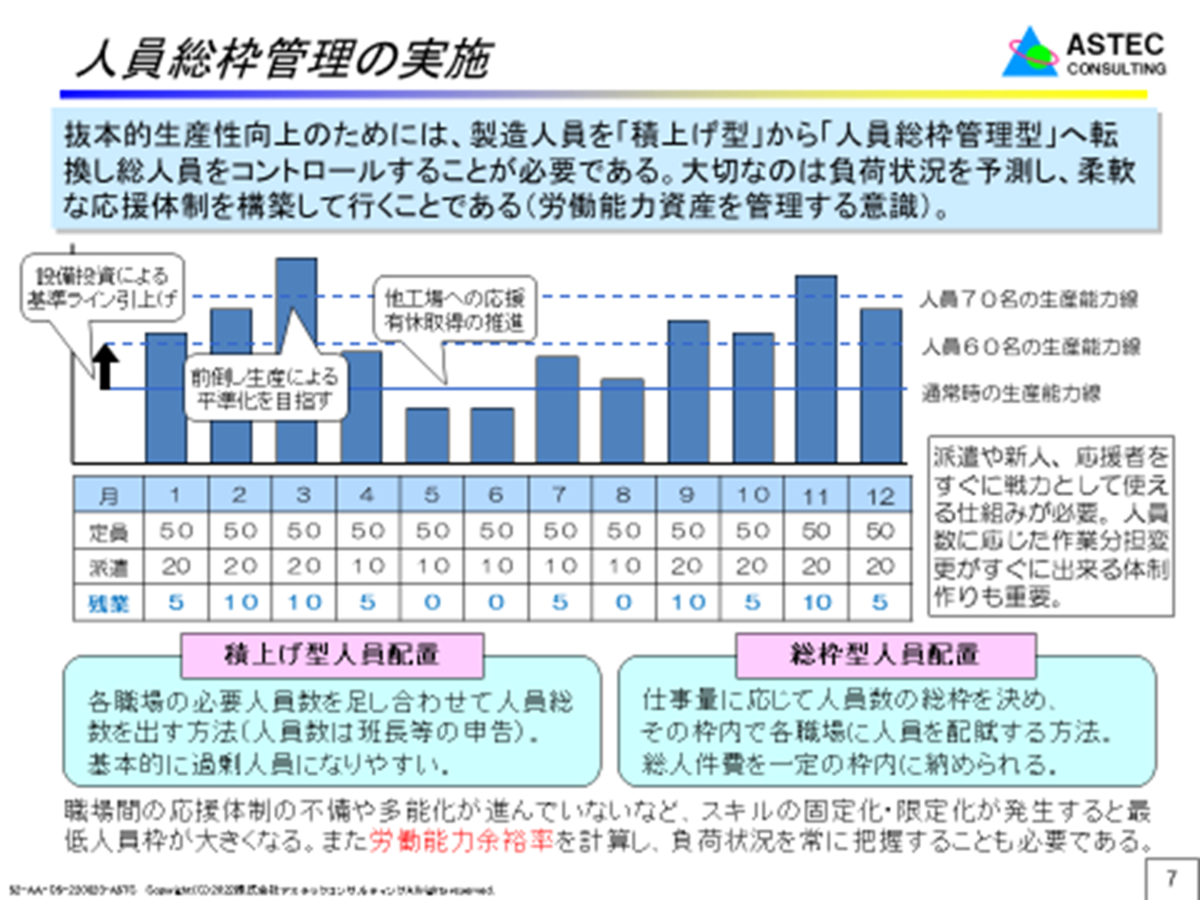
製造業において各職場で働く人員数を決めるのはかなり大きな関心事である反面、明確な基準を持っている企業はそれほど多くないのではないかと思います。実際に多くの企業では係単位や職場単位で人員の定数が決まっている場合がほとんどで、生産量が多い場合も、少ない場合も職場内の総人員数は変わらない場合がほとんどです。部署間の応援体制を取っているところも多いと思いますが、その場合でも工場全体の総人員数はほとんど変わらないわけです(積上げ型人員管理)。
それに対して総枠型人員管理は仕事の総量から総人員数を決めて、各職場の負荷に応じて人員を配布していくスタイルを取っていきます。緻密な生産計画をもとに工場全体や各職場の負荷を算出し、その負荷量に応じて人員数を決めていくわけです。同じ職場であっても負荷量が変われば人員数が変わるという形になるわけです。
この総枠型人員管理は特に仕事量の変動が多い企業や生産量がやや減少傾向の企業において大きな成果が出てきます。これらの企業では多くの場合、最も生産量が多い場合を想定して各部門の人員数を決めている場合が多いので、生産量が少ない時期には労働力が余ってしまうのですが、現場の係長や課長は忙しい時期が来るのが解ってますから、ヒマな時期だからと言って抱えている人員数を減らすことはできないのです。パート主体の工場ではそのような時期には勤務時間を6時間にしたり、4時間にしたりする場合もありますが、社員は忙しくてもヒマでも8時間勤務ですから、どうしても余剰時間、余剰人員を抱えてしまうことになるのです。
これだけ聞くと「当社も総枠型人員管理」に変えようという声がすぐに聞こえてくるのですが、これを行うためにはそれなりの管理レベル、改善レベルが必要で、簡単にすぐ始められるわけではありません。結構難易度が高い取り組みも必要になるので、それを簡単に説明します。
まず必要なのは「工数負荷を正しく予想する」と言う事です。負荷が明確にならなければ配布する人員数を決められませんから、負荷予測は非常に重要なわけです。ただこの負荷予測を正しく行うためには、精度の高い生産計画が立てられること、標準工数だけでなく実際工数が正しく把握できること、現場での生産遅延要素(設備故障や品質不良など)が少ないことが上げられます。特にこの3つは総枠型人員管理を行うための基礎条件になりますから、それなりの精度で出来ていることが必要なのです。
また従業人の多能化レベルも高い必要があります。実際には「どこの職場に行くのか分からない」という話ではなく、「3,4か所の職場の中でローテーション」と言う形になる場合がほとんどですから、行く場所はだいたい決まるようになるのですが、それでも多能化を進める必要性は極めて高いのです。そして新人なども色々な職場に行く場合があるので、教育のための「作業の標準化」も非常に重要になります。特に大切なのは「作業」と「判断」を分離して、新人作業者には「作業」だけを行わせる仕組みを作ることです。多くの企業で作業標準書はあると思いますが、その多くは社員を前提にしたもので、作業と判断が明確に分類されていない場合が多いので、新人作業者が多い職場では一度見直して作業と判断の分離を置くなっていく必要があるでしょう。
これら以外にもリードタイムを短くして生産計画立案の自由度を上げる(前回説明した部分)とか、生産の進捗状況をリアルタイムで把握する取り組み、平準化を進めるための取り組みなどが必要になりますから、継続的な改善活動が必要になってくるのです。
この総枠型人員管理は、労務コストを管理する上で非常に大きな成果を出せる取組みですから、ぜひチャレンジしていってほしいと思います。仮にすぐに総枠型人員管理が出来なくても、それまでの改善の途上で色々な成果が出てくるのは間違いありませんから、積極的に取り組んでいってほしいと思います。
実際問題として総枠型人員管理を実施する場合には、コンサルティングを受けたほうが実現までの速度が大きく変わりますから、検討の中に入れておいてもらえたらと思います。
リードタイム短縮
今週は安倍元総理の国葬儀が行われますが、いったいどうなるんでしょうか。国葬儀に関しては賛否両論があるようですが、やると決まった以上はしっかりと対応してほしいと思っています。海外から首脳級の要人が多数参列する以上、日本として恥ずかしくない対応を行うべきではないかと思っています。国葬儀の当日にデモをやる人もいるみたいですが、ちょっと理解できないですね。きっと視野が狭すぎて周りが全く見えていないんじゃないかと心配してしまいます。
今回は「コストダウン7つの切り口」の3つ目、リードタイム短縮について書いて行きたいと思います。
今回説明したリードタイム短縮は主として製造リードタイム短縮で、製造における初工程から最終工程までの「モノ造り」のリードタイムを短縮しようと言う事です。
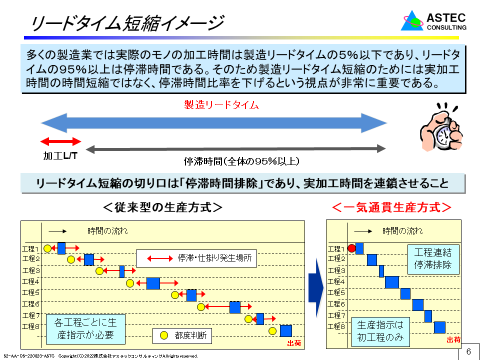
製造リードタイムの短縮を行う場合は、まず製造リードタイムの内訳について知る必要があります。製造リードタイムは初工程の着手から最終工程の完了までの経過時間の事ですが、この内訳を考えると大きく二つに分けられます。1つは実際に加工や組み立てを行っている実作業時間と、2つ目は工程間で滞留している時間や加工待ち時間や組立待ち時間、仕掛状態で置いておかれている時間などの停滞時間です。
この2つの見方で製造リードタイムを分けると、実作業時間は5%程度であり、停滞時間が95%程度占めると言う事になります。こう聞くとこんなに停滞時間は長くないと思いがちなのですが、実際に計測してみるとこの程度なのです。特に一品受注型企業の場合は実作業時間の比率が1%以下の企業も結構あります。なかなか信じられないかもしれませんが、実際のST(標準時間)の合計と製造リードタイムの差を比べてみると良く分かると思います。
そのため製造リードタイム短縮を行う場合には、「停滞時間」を削減する取り組みが非常に重要なわけです。良く製造リードタイム短縮を行っている企業で、実作業時間の短縮を一生懸命やっている企業がありますが、残念ながらもともと5%程度しかない実作業時間を短縮しようとしてもその結果は「ほとんど効果なし」なのです。大切なのは「停滞時間」を短縮することであって、モノを停めずに流し続ける仕組みを作っていくことなのです。
更に製造リードタイムを工程別でみていくと理解しやすくなると思います(下の図)。工程別にみて行っても基本は同じであって、工程として与えられたリードタイムの中で本当にモノを加工している時間は非常に短いわけです。前工程からモノが流れてきてもすぐに加工するわけではありませんから、加工の順番が来るまで「停滞」させておくわけです。加工中においても1ロット全部を一度に加工できませんから、加工の順番が来るまで待たないといけないわけです(停滞)。更に加工終了後速やかに後工程に運ばれるとは限らず、時には仕掛品として長い時間「停滞」することになるのです。この様に工程内・工程間で停滞は発生するため、工程数の多い企業や多品種少量生産企業では必然的に停滞時間が伸びて行ってしまう=リードタイムが長期化してしまうのです。
それではリードタイム短縮のために何を行うべきかと言うと、各工程の実作業時間を出来るだけ連鎖させてモノが止まらないようにすると言う事です。とは言っても後ろ工程の機械を停めて、前工程からモノが流れてくるのを待たせると言う事は現実的にはできませんから、前工程から順に停滞なく(少なく)モノが流れるように工程の実作業時間が連鎖した生産計画を作ることが必要になってくるのです。要は各工程で待ち(停滞)が発生しないような生産計画を立案し、製造部門は生産計画通りに加工や組み立てを行うのです。これを「一気通貫生産」と言いますが、初工程から最終工程までがつながって一気通貫で流れるようになれば、製造リードタイムは大幅に短縮することが出来るのです。
ちょっと長くなりましたが、このリードタイム短縮は「一気通貫生産方式」や「安く作る技術」「強い製造・強い設計」などの書籍やアステックコンサルティングのホームページでも解説していますので、参考にしてください。
生産設計とは
今回も前回に引き続き8月に行ったセミナー「収益改善7つの切り口」から、手法を選んで説明したいと思います。
今回は「生産設計」について説明していきます。この生産設計の考え方はいろいろな製品設計や商品開発に使える手法ですが、今回の説明は一品受注生産型企業や都度設計を行っている企業、多品種少量生産で部分的な図面変更が発生する企業でのイメージを中心に書いていくことにします。
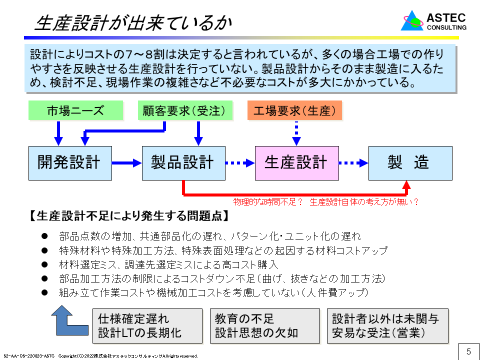
生産設計とは工場視点で行う設計のデザインレビューであり、製造視点や技術視点で図面を見直すことによりコストダウンを実現していく取組です。
多くの場合デザインレビューは設計部門が中心に行いますが、設計が中心だと技術的な可能性や部品コストの低減あたりが中心となり、製品全体のコストを下げる発想にはなかなかならないのが現実です。そのため製造視点や生産技術視点で図面を見直す機会を作って、主として製造コスト(組立コストや加工コスト)や調達コストを下げていく取組が生産設計です。
この生産設計は、言われてみれば当たり前の事と思うかもしれませんが、現実には実施できていない企業がほとんどです。その理由は「出図が遅れて、生産設計を行う時間がない」と言うパターンがほとんどで、仕様変更の影響などもあり出図したらすぐに部品発注をしないと間に合わないなど、リードタイム上の余裕が全くないため、やりたいと思っていても出来ない場合がほとんどなのです。
この生産設計自身は決して難しいものではありません。時間的な余裕があれば必ず実施出来る取組みであり、製造視点でチェックできれば必ず複数のコストダウンポイントが見つかります。そして多くのコストダウンポイントは設計者が想像もしなかった部分であることも多く、設計者の教育的観点からも非常に有用な取り組みなのです。
但し、実際に実施していくためには生産設計を行う時間を確保する必要がありますが、顧客納期を伸ばして実施することはできませんから、設計リードタイムを生産設計を行う時間分だけ短くする必要があるのです。
設計リードタイム短縮の話を書くと長くなりますから今回は書きませんが、種々の改善を行って設計リードタイム短縮を行うことが必要になるのです。
生産設計は製造設備などの場合、通常1週間~2週間(図面修正の時間)、物によってはもっとかかる場合もありますが、少なくともこれくらいのリードタイム短縮が必要になるのです。当然ながら小物品や部品点数が少ない製品は短くなります。
そしてもう一つ大切なのは、「生産設計という仕組み」として設計フローの中に織り込んでおくことです。時間が出来たらやるという形では間違いなくできませんから、最初から必須項目として決めておく必要があるのです。
今回説明した生産設計は、前回説明した3スタイルVEのプロセスVEと内容的には近いものです。プロセスVEがコストダウン活動の中で行うものであるのに対して、生産設計は受注の都度毎回行うものであって、設計フローの中に仕組みとして定義しておくべきものなのです。内容的には「製造コスト」を下げるための設計変更であり、他の活動の中では中々取り組めない項目と言う事も出来ます。
生産設計は実施すれば必ず成果が出る取組みですし、設計部門の現場知識向上にも役立ちますから、必ず取り組んでいってほしいと思います。
VEの3つのスタイル
今回は無料セミナーでお話しした、収益改善「7つの切り口」のうち「3つのVE」について解説していきます。
セミナーを聞いた人なら解ると思いますが、聞いていない人のためにちょっと説明すると、アステックではVE活動を3つの視点で捉えるようにしています。一般的にコストダウン活動を進める場合に設計部門ではVE活動に取り組む場合が多いのですが、この場合は主として「材料コストの削減」を目標として取り組み場合がほとんどです。いわゆる形状変更や材質変更、標準化によるバリエーション削減などを中心として材料コストの低減を図ろうという活動です。
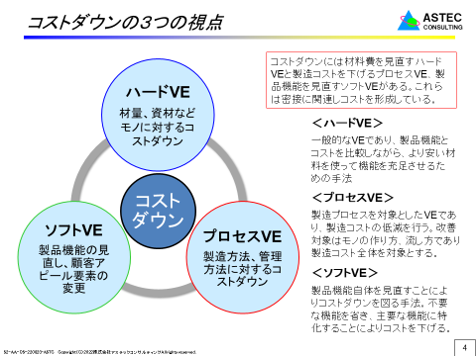
それに対してアステックでは同じVE活動でも3つの視点のVEを進めていきます。1つ目の視点は「ハードVE」であり、これは通常のVE活動と同じく材料コストの低減を目指す活動で、形状変更や材質変更、部品の統合、共通化などを通じて調達コストの低減を図る取り組みです。ポイントになるのは製品を構成する各部品について”基本機能”なのか”補助機能”なのかを明確にすることで、基本機能は品質・機能の保持を考えつつコストダウンを検討していくのに対して、補助機能に分類される部品は徹底的にコストダウンを図っていきます。検討における基本的考え方は”ECRS”で、まずはその部品が本当に必要なのか、無くせないのかを考えると言う事です(E(排除))。VEにおける最大のコストダウン策は「部品点数を減らす」ですから、まずは部品をなくすことを考え、それがだめならC(結合)、R(リアレンジ)、S(簡素化)を考えるという手順で進めていきます。
2つ目は「プロセスVE」です。プロセスVEとは部品を作る製造工程のコストダウンを行うと言う事で、製造コストの低減を目指していきます。一般的なVE活動ではどうしても材料コストの低減に目が行きがちなのですが、部品の製造時にかかる人件費や経費もコストを構成する重要な要素ですから、この部分に光を当てコストを下げていくのがプロセスVEなのです。実際問題としてこのプロセスVEを行っている企業はほとんどありません。多くの場合VE活動は設計部門内だけで行われる場合が多いので、製造コストについては全く考慮しない場合がほとんどです。基本的に設計部門の人は製造のことをほとんど知らないので、自分たちが行った設計によってどれだけの製造コストが発生するのか解らないし、興味も無い場合が多いのです。そのため、プロセスVEという形で製造や調達の人と一緒に活動を行えば、自分たちが気づかなかった視点を知ることになるので非常に有用ですし、設計者のレベルアップにもつながるのです。このプロセスVEは結構大きなコストダウン効果を表す場合が多いので、積極的に進めていくべきですね。
3つ目はソフトVEです。ソフトVEとは製品機能自体を見直し、過剰な機能や部品を削減していくことによって製品本来の機能とコストに戻していきましょうという活動です。前回も述べたように現在の日本はほとんどの産業が成熟産業化しており、多品種少量生産が当たり前になっています。その場合受注を取るためには顧客要望を出来るだけ反映させた設計を行うことになるので、製品に色々な機能や部品が追加されコストもそれに合わせて上昇しているのです。ソフトVEでは製品の本来の機能は何なのか、どの機能がコア機能なのかを見定めていくことによって、不要な機能、後付機能や部品をいったん排除することによってコストダウンを図っていくのです。ただ顧客要望に合わせる必要もありますから、基本的に変えない固定部分と顧客によって変える変動部分を明確にして、それらを選択できるような仕組みを作っていくことになります。いわば「組み合わせ設計」と言う事になりますが、製品の本来機能をもう一度ゼロから定義し直すというのは非常に有意義ですから、ぜひ取り組んでいってほしいと思います。
今回は「3スタイルVE」について説明しましたが、今後も継続して説明していきたいと思っています。ちなみに次回は「生産設計」の解説を行っていきたいと思います。
収益改善セミナーを実施しました
先週の8月23日に「収益改善7つの切り口」というタイトルで、無料WEBセミナーを実施しました(8月26日は録画配信)。両日とも接続限界数ギリギリまでの参加をいただき誠にありがとうございました。WEB配信ですから、参加者一人一人の顔はみえませんでしたが、大変盛況なセミナーになったんじゃないかと思っています。
セミナー後のアンケートでも数多くの質問や感想をいただきましたが、それらに答える意味も含めてセミナー内容の解説をしていきたいと思います。ただ内容的には非常に膨大なものになりますから、今日は概要について説明し、具体的な「改善切り口」は次回以降で説明していきたいと思います。
まず今回のセミナーをやろうと思ったきっかけですが、その起点になったのは現在日本の多品種少量生産が限界に近いレベルまで来ている事です。
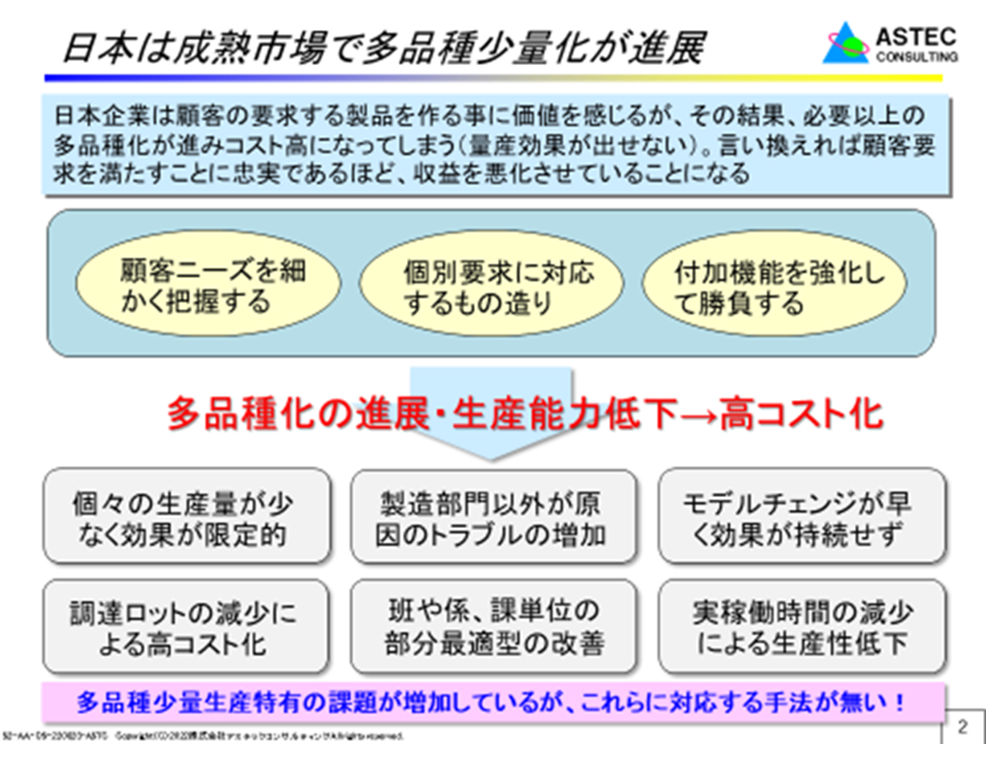
基本的に日本で作られている製品のおかれた環境は成熟市場であり、必然的に多品種少量化する運命にあります。簡単に言うと同業者が多くて競争が厳しい、また同業他社と品質面や技術面で大きな差はなく、コストと業界の内の地位(知名度)との関係で売れるかどうかが決まってくると言う事です。
言い換えればトップシェアのメーカーはある程度の売価は確保できますが、3番手や4番手以降のメーカーはコストで勝負しないと受注できないという環境になってしまっていると言う事です。
ただコストで勝負すれば当然ながら利益は減少しますから、「顧客の要望に合った製品」を作ることによって利益を確保しようという動きは当然ながら出てきます。つまり顧客の要求を細かく聞くと言う事がセールス上の重要ポイントになり、必然的に社内で製造する製品は多品種化していくことになるのです。
つまり多品種少量化は成熟市場における必然であり、企業自身が自ら多品種化に突き進んで行く形になるのです。
ただそれでも多品種少量生産化における合理的なコストダウン手法があれば改善することによって利益を確保することが出来るのですが、残念ながら現在多くの企業が使っている製造系の改善手法(IEやVE、作業改善、小集団活動など)では十分に対応できないのです。
基本的にこれらの手法が開発されたのは昭和の時代であって、量産を前提とした生産環境下においては非常に大きな成果が得られる反面、多品種少量生産では改善対象となる品種の生産量が少ないために、色々とエネルギーをかけて改善しても得られる成果は少ないのです。
同様に商品寿命が短くなった、製造部門以外に起因するトラブルの増加、頻繁な生産計画の変更による調達トラブルの増加、生産トラブルの増加など生産性を低下させる要因が積み重なるため、従来の方法では十分な成果にはつながらないのです。
今回のセミナーはこれらの問題に対応するための「新しい改善の切り口」を紹介しています。基本的にこれらはアステックコンサルティングが独自に開発した手法、改良した手法ですから、他ではたぶん使われていない、アステックだけのオリジナル商法です。
今後数回にわたって、この「7つの切り口」について説明していきたいと思っていますので、よろしくお願いします。
お盆の時期です
今日は8月15日で終戦記念日です。
毎年の事ですが、今年も戦争関連の番組を数多くやっているようです(見ていませんが・・・)。
歴史家ではないので、戦争までの経緯や当時誰が何をやっていたのかなどは知りませんが、当時のマスコミ(新聞、ラジオ)が戦争をあおり、当時の民衆がこれに呼応する形で戦争突入の”暗黙のコンセンサス”が構築されていったのだろうと言う事は感覚的に解ります。
まさに今のコロナ騒動そのもので、重症化率や致死率から言っても感染症法の5類どころか感染症としての認定からも外してもよいレベルになっているのに、いまだにマスコミは大騒ぎをしていますし、人々もみんなマスクを外そうとはしません。つまり科学的な根拠よりも感覚的なイメージの方を重要視する傾向は以前の戦争の時から同じレベルにあることを証明しているように感じます。
現在日本の感染者数は世界一になっている!とマスコミは騒いでいますが、それは諸外国がPCR検査を行わなくなってきているからであって、いまだに検査、検査と騒いでいるのは日本と中国だけという事実をなぜ報道しないのかと思ってしまいますね。
実はこの問題は我々が企業改革を行う場合にも如実に表れてくる問題です。
事務局でしっかりと調査を重ねて改革プランを作り、それを公表して「この方向で改善しましょう」と言ってもすぐに動いてくれる人はほとんどいないんですね。個人個人に対してどう思うかと聞くと、「よい方法とは思うけど・・みんながやるんだったらやります」という答えが一番多いのが実態です。
個人個人は決して否定せず、どちらかと言うと賛成の傾向が強いのですが、会社や工場としての意思決定になると、積極的に進めようとはならないわけです。
企業の場合はそこに強いトップダウンが入って、強制的にでも進めろという話になるのですが、先ほどのマスクの例でいうと強制力を発揮fできる人はいませんから、いつまでもマスクは続くんじゃないかと心配しています。
これらの例から考えると、色々と健闘することは行うが、「思い切って行動する」ということが出来ないのが日本人の特性なのかなと感じてしまいます。
以前講演を行っていた時に(休憩時間にですが)出世する人としない人の違いを聞かれたことがあります。その人は頭の良い人じゃないとダメなんじゃないかと思っていたようですが、その時の私の答えは「頭の良し悪しではなく、行動力が有るか無いかで決まりますよ」と答えた記憶があります。
要はどんなにいろいろ考えたとしても、行動しなければ何も変わらないと言う事です。そして行動すれば必ず結果が出ますから、その結果を見て次の行動を考えればよいわけです。将棋のプロは数十手先を読めるようですが、変動要素の強いビジネス環境では数手先を読むことも難しいと思います。ですから色々と考えすぎるよりも行動を起こしたほうが良いのです。
ちょっと文章が支離滅裂になってきましたが、大切なのは行動することです。それを忘れずにビジネスを進めて言ってもらえば必ず良いことが起こるでしょう。
ついでに言えば「マスクを外す」と言う行動もしてもらえたならば、コロナ教からの離脱も可能になるんじゃないかと思っています。